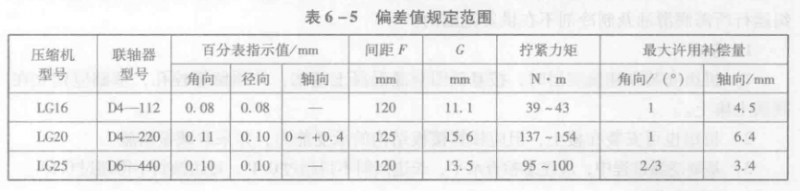
壓縮機軸封與軸承的壽命以及電動機軸承的壽命取決于聯(lián)軸器正確的安裝與校準。機組出廠前已對聯(lián)軸器做了平行偏差及角偏差的調(diào)整,但在機組的運輸搬運過程中,可能發(fā)生變形移動,因此,在現(xiàn)場安裝后必須重新檢測壓縮機安裝盤和電動機安裝盤之間的距離并重新找正。機組在啟動之前必須做初次找正并在熱運行4h后重新檢查。找正時可用指針百分表及連接工具來測量軸的角偏差與平行偏差。聯(lián)軸器的調(diào)節(jié)就是交替測量角偏差和平行偏差并調(diào)整電動機位置直到偏差值在規(guī)定的范圍內(nèi)(見表6-5)。
1)檢測兩安裝盤之間的間距
拆下任意一個安裝盤與間隔軸的連接螺栓及金屬徑片,另一個安裝盤與間隔軸仍保持連接,檢查電動機安裝盤與壓縮機安裝盤是否處于正確的安裝位置,然后測取它們的間距(在圓周方向取3~4個讀數(shù)的平均值)并通過調(diào)整使此尺寸符合要求。若采用補償,要考慮以補償值來調(diào)兩安裝盤的間距。
2)冷狀態(tài)下的初次找正
1)檢查角偏差。
①按圖6-30(a)所示安裝好指針百分表,使百分表的觸頭與壓縮機安裝盤接觸,方向指向電動機。用兩螺栓連接安裝盤與間隔軸,旋轉(zhuǎn)兩個安裝盤若干轉(zhuǎn),確保百分表的觸頭略微受力。
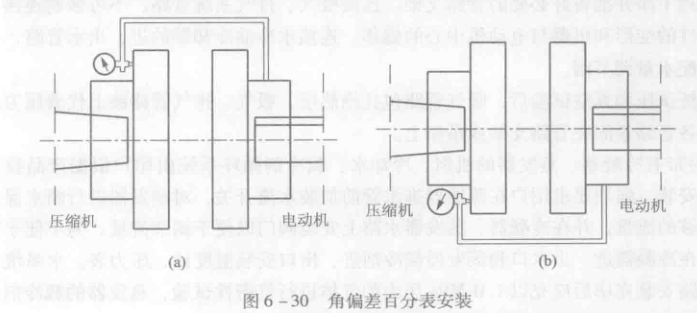
②使百分表位于時鐘零點鐘的位置[見圖6-30(a)],并將百分表讀數(shù)設(shè)為0。將電動機安裝盤與壓縮機安裝盤同時旋轉(zhuǎn)180°至時鐘六點鐘位置[見圖6-30(b)],這時百分表上的測量值為最大的角偏差值(注:當安裝盤旋轉(zhuǎn)時,可借助鏡子觀察百分表上的讀數(shù))。
③松開電動機地腳螺栓,移動電動機或調(diào)整電動機腳板下的調(diào)整墊片以糾正角偏差。角偏差調(diào)整好后,重新擰緊電動機地腳螺栓,重復(fù)步驟①~③,對所做的糾正進行檢查,對角偏差做進一步調(diào)整和檢查,直到百分表讀數(shù)在規(guī)定范圍內(nèi)。